精密なる炭鉱夫 ― 真鍮に刻まれて ~The Precision Miner – Machined in Brass~
有明工業高等専門学校
福岡県大牟田市
チーム:精密モノづくり研究室
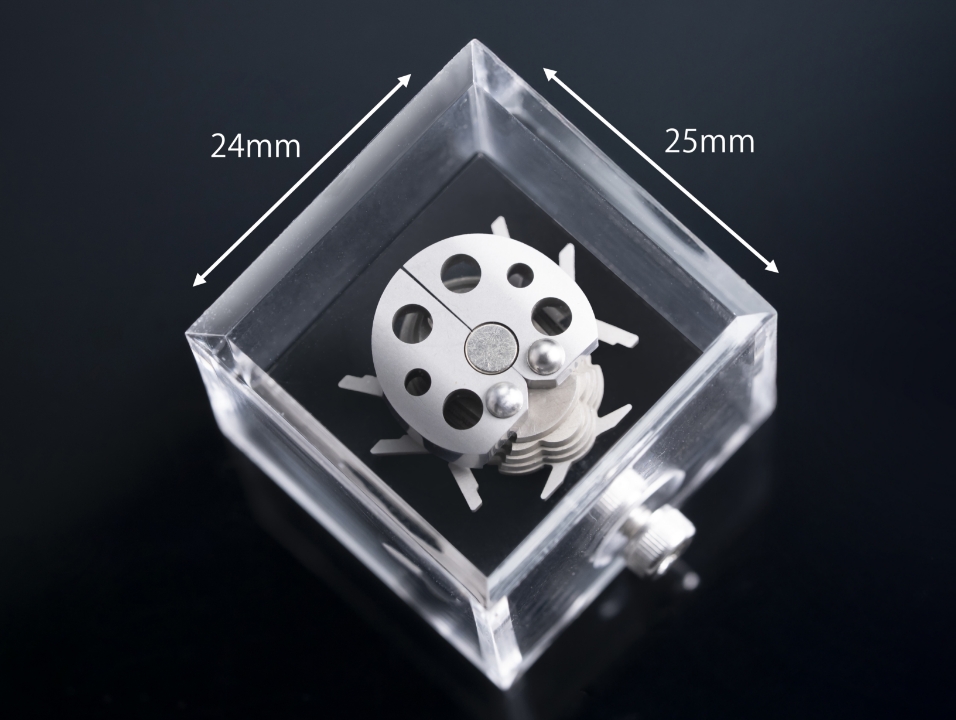
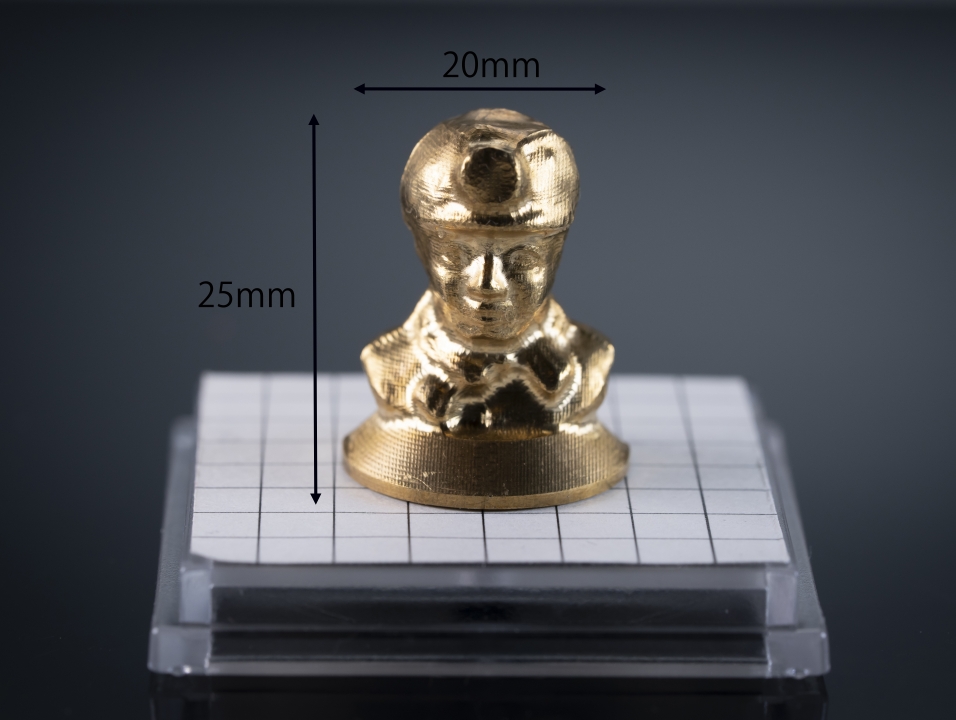
本作品は、日本のエネルギー産業を100年以上にわたり支えた三池炭鉱の象徴である「石炭人形」に着想を得ています。その中でも代表的な「形」である「炭鉱夫」の姿を、現代の精密加工技術によって真鍮に刻みました。
かつて地元を支えた炭鉱の記憶を,金属の質感と技術で「刻む」「伝える」「残す」.地域の歴史と現代の技術を融合させた,時代を超えて受け継がれる小さな記憶の結晶です.
使用機材・材料
▼加工機械
立形NCフライス盤(YZ-400MD 山崎技研)
▼使用工具
(荒加工)ボールエンドミル(R1.5 住友電工)、(中仕上)ボールエンドミル(R1.0 ミスミ)、(仕上)ボールエンドミル(R0.5 トミーグローバル)
▼使用素材
真鍮